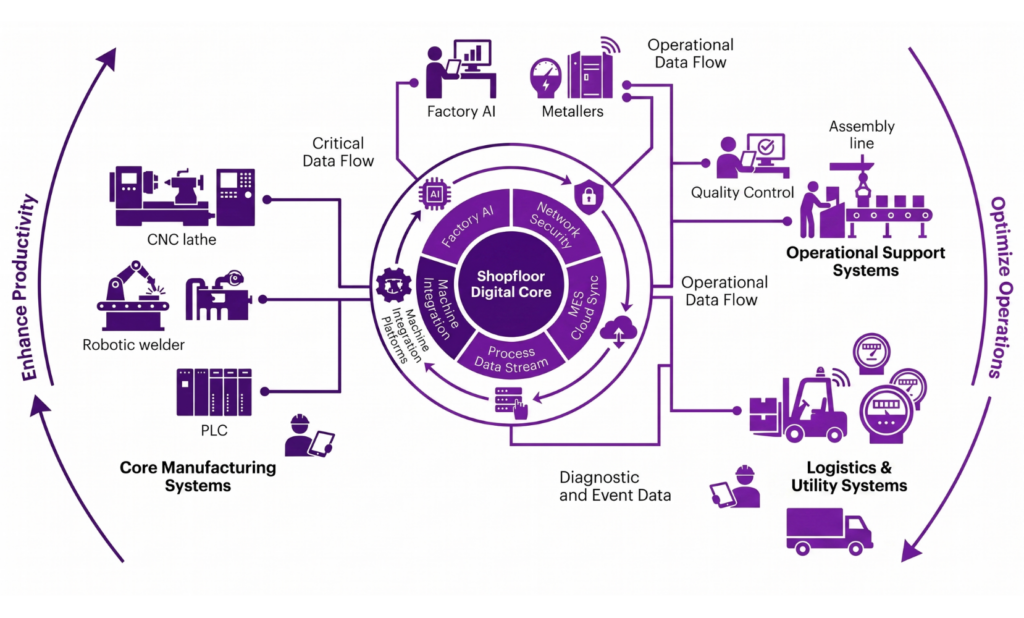
Connected Shopfloor links production activity with the systems that run the wider business. It connects machine data, shopfloor events, quality signals, and plant performance with platforms such as ERP, CRM, and analytics environments.
When the shopfloor is connected properly, teams can see what is happening earlier, respond faster, and manage operations with more control.
At InspireXT, we help manufacturers design and deploy connected shopfloor environments that fit the reality of the plant. The focus is on building a reliable flow of production data, improving operational visibility, and creating a stronger link between what is happening on the floor and what the business needs to decide next.
Our Connected Shopfloor solution is built to capture production data at source, structure it properly, and connect it to the systems and workflows that depend on it. This allows manufacturers to move beyond isolated machine visibility and create a more joined-up view of operations.
The solution can include machine and equipment integration, plant-level data collection, workflow configuration, and connection into business platforms. It also supports the operational layer needed to make that data useful, whether for monitoring, reporting, exception handling, or decision support.
Key solution elements include:
Define a clear path to a connected shopfloor based on plant priorities, system maturity, and operational goals. This ensures the solution is shaped around business need, deployment reality, and long-term value.
Capture data from machines, equipment, and production activity at source in a structured and reliable way. This creates a stronger operational data foundation for monitoring, analysis, and day-to-day control.
Connect shopfloor data with ERP, CRM, and other business systems while enabling integration across plant assets and equipment. This improves information flow across functions and reduces the disconnect between production and business systems.
Configure workflows, rules, and event logic to support plant processes, alerts, and exception handling. This helps standardise responses, improve process discipline, and ensure critical actions are triggered on time.
Structure production data around the way the plant actually operates and use it to support monitoring and performance analysis. This gives teams clearer operational visibility and a more usable view of where efficiency, quality, or throughput can improve.
Use connected production data to strengthen quality oversight, support compliance requirements, and track key sustainability measures. This helps manufacturers improve control across critical processes while supporting reporting, governance, and operational accountability.
Most shopfloors already have data. It sits in machines, logs, spreadsheets, and systems—but it doesn’t move fast enough to support day-to-day decisions. Teams still rely on manual updates, delayed reports, and local judgement. A connected shopfloor fixes this at the source. It brings machine data, production status, quality checks, and control signals into one working layer so planning, execution, and response are based on the same, current information.
What this enables:

InspireXT specialises in strategising to access the gap between current and desired capabilities, pinpoint dependencies, and choose the most effective path with

InspireXT helps Pharma and Life Sciences organisations assess capability gaps, align compliance, identify dependencies, and enable safe, scalable operations.

At InspireXT, we redefine architectural excellence, crafting solutions that not only meet your current needs but anticipate and adapt to the evolving dynamics of your business with

The Food & Beverages industry requires agile, compliant supply chains with real-time visibility to manage demand, quality, and perishability effectively.
